 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de

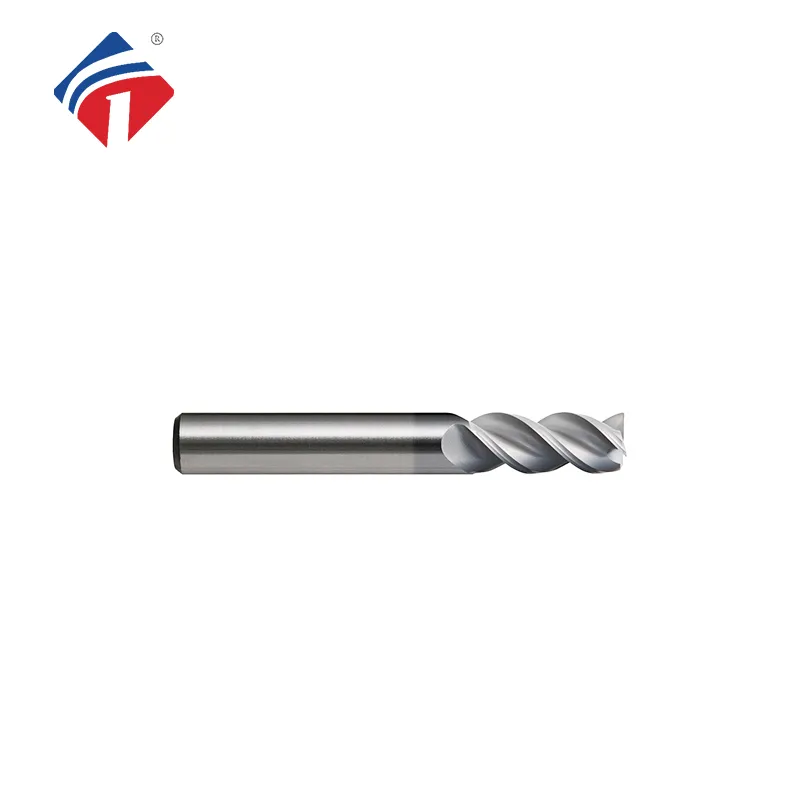

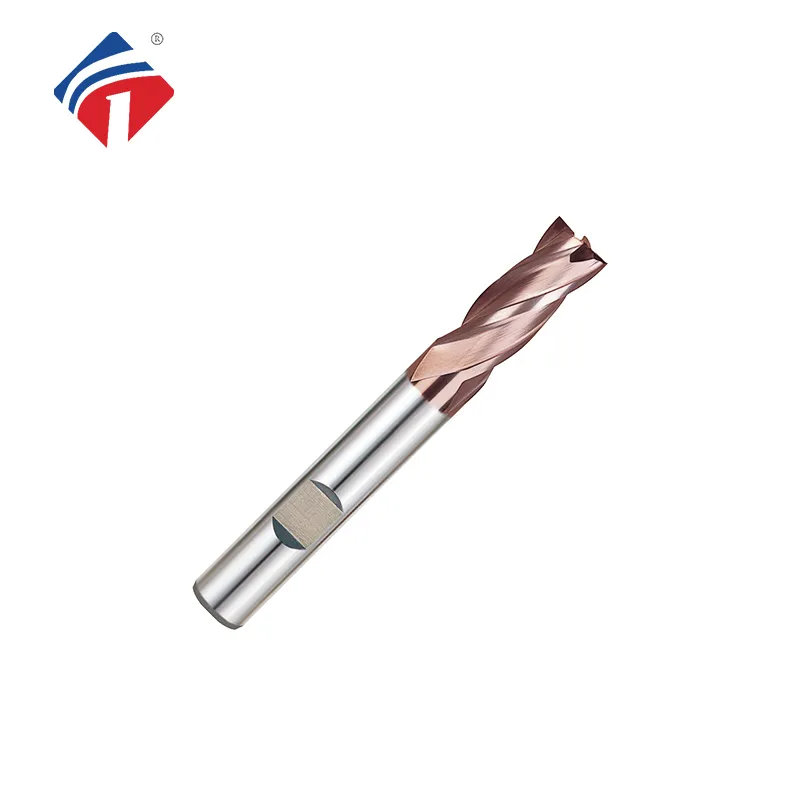



Млин квадратного кінця для верстатів з ЧПУ
- Матеріал: Карбід вольфраму | Вольфрамова сталь
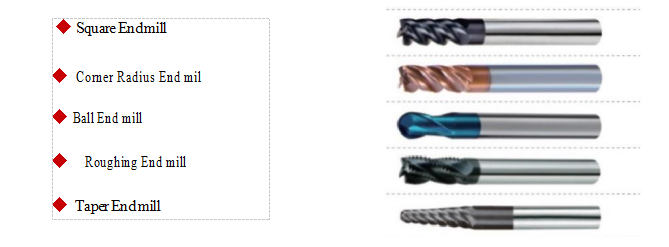
- Тип: Млин квадратного кінця / кутовий радіус кінцевий млин / куля кінця / шорсткий кінцевий млин / конусна кінцева млина
- Розмір: Стандартний розмір (див. Посібник)/ нестандартний розмір (будь ласка, надайте дизайн та специфікацію малювання)
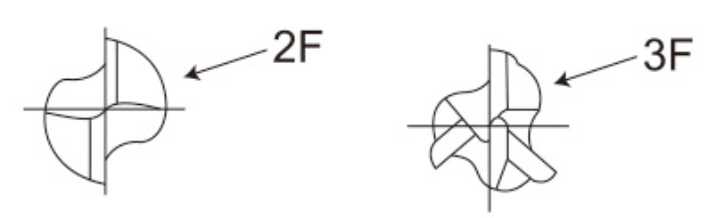
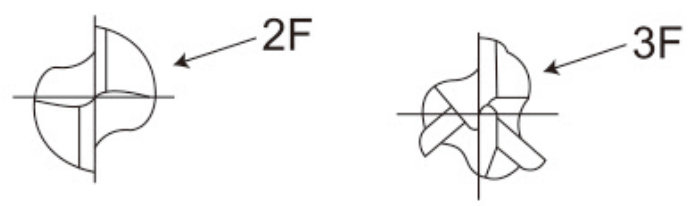
- Специфікація леза: Одиночний флейт-кінцевий млин, 2-ф'ютерний кінцевий млин, 3-ф'ютерний кінцевий фрез
- Матеріали заготовки: Нержавіюча сталь, чавун, алюміній, мідь, графіт, пластикові деталі, композитні матеріали, титановий сплав, нікель, теплостійка сталь, деталі, що не сплавляться, сталі з низькою сплавою, деталі з високою сплавою сталі
Опис
Метод обчислення робочої умови закінчення млина
|
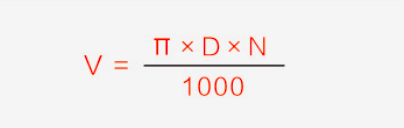
● Швидкість різання (лінійна швидкість) Розрахунок ВК Відстань, на яку рухається точка на окружність леза кінцевого млини в хвилину, можна обчислити за допомогою наступної формули: |
|
|
V = швидкість різання (м/хв) π=3.14 D = діаметр (мм) N = швидкість обертання (мм-¹) |
|
● Швидкість обертання Розрахунок обертання Кількість обертів на хвилину механічного веретена, який утримує кінцевий млин, можна обчислити за допомогою наступної формули: |
|
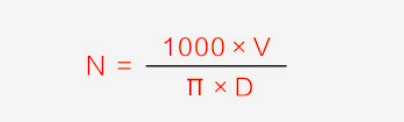 |
N = швидкість обертання (мм-¹) V = швидкість різання (м/хв) π=3.14 D = діаметр (мм) |
|
● Швидкість подачі Розрахунок швидкості подачі Швидкість подачі робочого столу в хвилину може бути обчислена наступною формулою  F = швидкість подачі (мм/хв) N = швидкість обертання (мм-1) Z = кількість флейти f = швидкість подачі флейти (мм/1flute) |
|
|
● Ферінг до зубів Розрахунок подачі Відстань, на яку рухається точка на окружність леза кінцевого млини в хвилину, можна обчислити за допомогою наступної формули:  f = швидкість подачі флейти (мм/1flute) F = швидкість подачі (мм/хв) N = швидкість обертання (мм-1) Z = кількість флейти |
|
|
● робочий час Розрахунок робочого часу Час, необхідний для вирізання матеріалу заготовки, можна обчислити за допомогою наступної формули  TC = робочий час (хв) L = загальна робоча довжина (Довжина робочого матеріалу + діаметр леза кінця) F = швидкість подачі (мм/хв) |
|
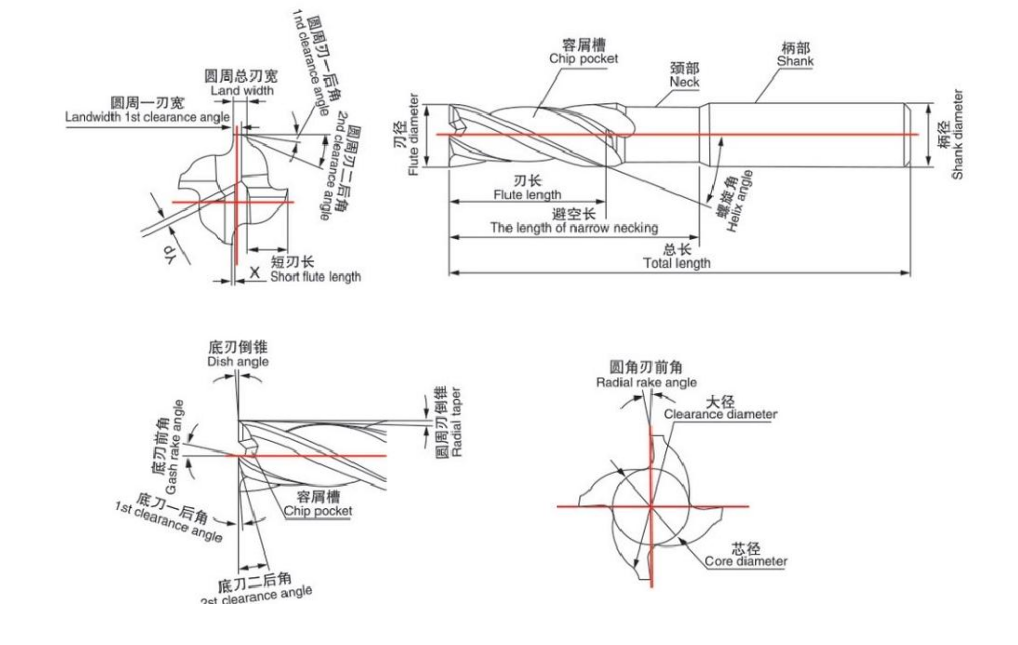
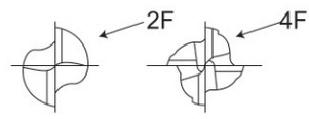
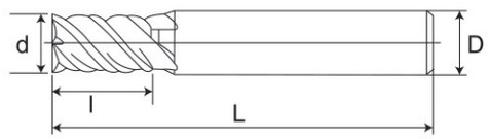
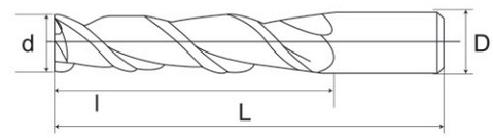
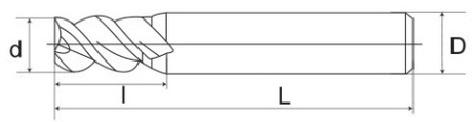
Назва кожної частини фрезерного різака
Серія фрезерних різаків
Кінцевий млин тип кінцевої млини
2-ф'ютерні/4-флюдні кінцеві фреза
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/мм² HRC≥91,5 розмір зерна = 0,6 мкм

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-ф'ютерний/4-ф'ютерний розширений кінцевий млин
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/мм² HRC≥91,5 розмір зерна = 0,6 мкм
|
d |
I |
L |
D |
F |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ Особлива увага:
1. Ця таблиця є стандартним значенням для бічного фрезерування. Коли інструмент може, швидкість повинна становити 60% ~ 80% від таблиці нижче, а швидкість подачі повинна бути 50% ~ 70% як стандартне значення.
2. Будь ласка, використовуйте високоточні верстати та власники інструментів.
3. Будь ласка, використовуйте повітряне охолодження або різання рідини, яка не легко виробляє дим.
4. Бічна фрезерна рекомендується для фрезерування.
5. Якщо жорсткість верстата і заготовку погані, відбудеться вібрація та ненормальний звук. У цей час швидкість та швидкість подачі в таблиці нижче повинні бути скорочені з роком.
6. Зберігайте інструмент навантаження якомога коротше без перешкод.
Умови різання
|
2 флейти |
|||||||||||||||
|
Перероблені матеріали |
Чавун Пластичне залізо |
Вуглецева сталь \ Легова сталь |
Вуглецева сталь \ сплавка сталі ~ 30hrc |
PHS \ qt сталь ~ 40hrc |
Нержавіюча сталь |
Phs \ qt сталь ~ 50hrc |
|||||||||
|
Діа (мм) |
RPM (Min-) |
Подача (мм/хв) |
Об / хв (Min-¹) |
Годування (мм/хв) |
Об / хв (хв-) |
Годування (мм/хв) |
Об / хв (Min-¹) |
Годування (мм/хв) |
RPM (Min-¹) |
Подача (мм/хв) |
Об / хв (Min-¹) |
Годування (мм/хв) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 флейти |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
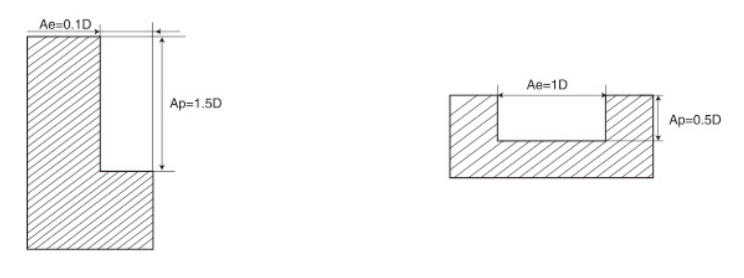
Максимальна глибина різання |
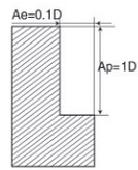 Ae = 0,1d Ap = 1d |
Ae = 0,05d |
Ae = 1d Ап Ap = 1d Ae = 1d |
|
|||||||||||
 ~ 750n/мм²
~ 750n/мм²
2-ф'ютерний/3-флютовий кінцевий млин для алюмінієвого сплаву
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/мм² HRC≥91,5 Граїна = 0,6 мкм

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-флютовий/3-флютовий алюмінієвий сплав розширений спеціальний кінцевий млин
WC = 90/88 CO = 10/11 HV30 = 1571 TRS = 3750N/мм² HRC≥91,5 розмір зерна = 0,6 мкм
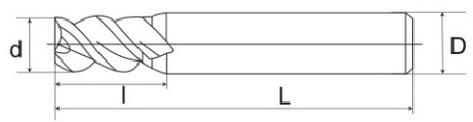

|
d |
I |
L |
D |
F |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ Особлива увага:
1. У наступній таблиці показані стандартні значення для бічного фрезерування. Коли інструмент може, швидкість повинна становити 60% ~ 80% від таблиці нижче, а швидкість подачі повинна бути 50% ~ 70% як стандартне значення.
2. Будь ласка, використовуйте високоточні верстати та власники інструментів.
3. Будь ласка, використовуйте повітряне охолодження або різання рідини, яка не легко виробляє дим.
201
5. Якщо жорсткість верстата і заготовку погані, відбудеться вібрація та ненормальний звук. У цей час швидкість та швидкість подачі в таблиці нижче повинні бути зменшені з року.
6. Зберігайте інструмент навантаження якомога коротше без перешкод.
Умови різання алюмінію
|
2Flute |
||||
|
Перероблені матеріали |
Алюмінієвий сплав |
Силіконовий алюмінієвий сплав Si≤10% |
||
|
D (мм) |
Об / хв (хв-') |
Годування (мм/хв) |
Об / хв (Min-¹) |
Годування (мм/хв) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3Flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
Максимум різання департаменту
|
Розслідування
Пов’язані категорії продуктів
- Кільця для заміни для прокатних заводів
- Кільця для карбідів для високотемпературних додатків
- Оптові кілець карбіду
- Кільця для дротяних прутів
- Отримайте цитату для кілець для рулонів
- Кільця для карбідів для виробників роликів
- Китай із твердим цементним карбідом
- цементовані карбідні кільця для рулонів млин
- Китай, що цементує, вставка різання карбіду
- Кінцеві шматочки млина для сталі
- Китай дешеві кінцеві млини з ЧПУ
- Roll Ring Carbide вольфрам

